ESD
EVA vs ESD XLPE vs ESD EPE — Which One Is Right for Your Application?
Technical
Guide | ESD Foam Trays & Packaging Solutions
1. Introduction: Why ESD Foam
Matters
In electronics
manufacturing, ESD (Electrostatic Discharge) protection is not optional — it is
a fundamental requirement. Static-sensitive components such as ICs, connectors,
sensors, and PCB assemblies can be permanently damaged by electrostatic discharge
as low as 100V, while human touch can generate up to 25,000V.
ESD foam trays and
inserts serve as the primary contact packaging for these components during
production, inter-station transfer, storage, and shipping. Choosing the right
ESD foam material directly impacts product safety, production efficiency, and
total cost of ownership.
This guide provides a
detailed comparison of three mainstream ESD foam materials — ESD EVA, ESD XLPE,
and ESD EPE — to help engineers and procurement professionals make informed
material selections.
2. Typical Application Scenarios
2.1 Production Line Turnover Trays
Custom foam trays with
precision-machined cavities are widely used on SMT lines, assembly stations,
and test benches. Components are loaded into individual pockets for organized
storage and efficient pick-and-place during production. These trays are reused
hundreds to thousands of times and require excellent durability, dimensional
stability, and permanent ESD protection.
2.2 Shipping & Transit Packaging
ESD foam inserts are
placed inside cartons or cases to cushion and protect components during
transportation. Requirements focus on cushioning performance and
cost-effectiveness. For one-time or short-term use, non-permanent ESD
protection may be acceptable.
3. Material Overview
3.1 ESD EVA Foam (Ethylene Vinyl Acetate)

Fig.1 — Black ESD EVA foam tray with CNC-machined cavities for electronic components
|
Property |
Specification |
|
Color |
Black (standard); Colors available (higher MOQ required) |
|
Density |
≈65 kg/m³ |
|
Hardness |
Shore C ≈38 |
|
Cell Structure |
Closed-cell (≥90%), partially cross-linked |
|
ESD Resistance |
10³–10⁶ Ω or 10⁵–10⁹ Ω (selectable) |
|
ESD Permanence |
Permanent (carbon black internally compounded) |
|
Processing Methods |
CNC milling; Die-cutting + glue bonding |
3.2 ESD XLPE Foam (Radiation Cross-linked Polyethylene)

Fig.2 — Black ESD XLPE foam tray with precision CNC-machined cavities
|
Property |
Specification |
|
Color |
Black |
|
Density |
≈45 kg/m³ |
|
Hardness |
Shore C 30–45 |
|
Cell Structure |
Closed-cell (≥95%), radiation cross-linked (not chemically cross-linked) |
|
ESD Resistance |
10³–10⁶ Ω or 10⁵–10⁹ Ω (selectable) |
|
ESD Permanence |
Permanent (carbon black internally compounded) |
|
Processing Methods |
Die-cutting + heat bonding; CNC milling; Vibration knife cutting |
Important: Our ESD XLPE foam is manufactured exclusively through radiation cross-linking technology, which provides superior and more uniform cross-link density compared to chemical cross-linking. This results in finer cell structure, better mechanical consistency, and lower outgassing — critical advantages for electronics and cleanroom applications.
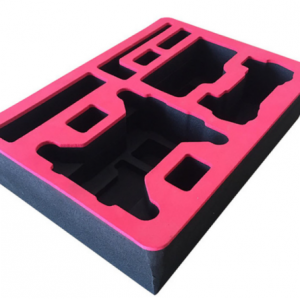
3.3 ESD EPE Foam (Expanded Polyethylene)
Fig.3 — Red/pink ESD EPE foam tray with die-cut cavities
|
Property |
Specification |
|
Color |
Red / Pink |
|
Density |
≈18 lbs/m³ |
|
Hardness |
Shore C 15–25 |
|
Cell Structure |
Semi-closed-cell (≈60–80%), non-cross-linked |
|
ESD Resistance |
10⁹–10¹¹ Ω (static dissipative level only) |
|
ESD Permanence |
Non-permanent (≤6 months effective); surface-applied antistatic agent degrades over time |
|
Processing Methods |
Die-cutting + heat bonding |
4. Detailed Comparison Table
|
Parameter |
Unit |
ESD EVA |
ESD XLPE |
ESD EPE |
|
ESD Properties |
||||
|
Surface/Volume Resistance |
Ω |
10³–10⁶ or 10⁵–10⁹ |
10³–10⁶ or 10⁵–10⁹ |
10⁹–10¹¹ only |
|
ESD Permanence |
— |
Permanent |
Permanent |
Non-permanent (≤6 months) |
|
Static Decay (<100V) |
s |
<0.5s |
<0.5s |
<2.0s (new); degrades over time |
|
Mechanical Performance |
||||
|
Tensile Strength |
MPa |
1.5–3.0 |
1.5–5.0 |
0.15–0.35 |
|
Tear Strength |
N/cm |
15–40 |
20–60 |
5–15 |
|
Compression Set |
% |
5–15% |
3–8% |
15–40% |
|
Resilience / Recovery |
— |
Good |
Excellent |
Poor (collapses easily) |
|
Abrasion Resistance |
— |
Good |
Excellent |
Poor (sheds particles) |
|
Fatigue Life (repeated compression) |
— |
Good (2,000–5,000 cycles) |
Excellent (5,000–10,000 cycles) |
Poor (500–1,000 cycles) |
|
Processing Characteristics |
||||
|
Suitable Processing |
— |
CNC; Die-cut + glue bond |
Die-cut + heat bond; CNC; Vibration knife |
Die-cut + heat bond only |
|
CNC Milling Quality |
— |
Excellent – smooth surface |
Excellent – fine & precise |
Poor – strings & sheds |
|
Min. Cavity Tolerance |
mm |
±0.3 |
±0.2 |
±0.5–1.0 |
|
Small Cavity (<15mm) |
— |
Good – clean walls |
Excellent – precise walls |
Poor – rough & fragile |
|
Durability |
||||
|
Service Life (turnover use) |
— |
1–3 years |
3–5 years |
3–6 months (incl. ESD loss) |
|
Temperature Range |
°C |
-40 to +60 |
-60 to +100 |
-30 to +60 |
|
Moisture Resistance |
— |
Good (closed-cell) |
Excellent (high closed-cell) |
Moderate (semi-open, absorbs moisture) |
|
Cost Factors |
||||
|
Relative Material Price |
— |
1.0x (baseline) |
1.0x (same as EVA) |
0.5–0.7x |
|
Processing Cost Note |
— |
Die-cut requires glue bonding (adds cost) |
Heat bonding OK (no glue needed) |
Lowest processing cost |
|
Total Cost of Ownership |
— |
Moderate |
Medium-low (long life, less replacement) |
High in turnover use (frequent replacement) |
5. Processing Considerations
5.1 CNC Milling
CNC milling produces the highest precision cavities and is ideal for prototypes and small-to-medium batches. However, CNC routers cannot produce sharp 90-degree internal corners — all internal corners will have a radius (R-angle) determined by the tool diameter. Both ESD EVA and ESD XLPE machine well on CNC; ESD EPE is not recommended for CNC due to tearing and particle shedding.
5.2 Vibration Knife Cutting
Vibration knife (oscillating blade) cutting is available for ESD XLPE and can achieve sharp corners that CNC cannot. However, production efficiency is relatively low, making it best suited for small batches or complex geometries where sharp corners are required.
5.3 Die-Cutting + Bonding
Die-cutting is the most efficient method for medium-to-large production runs. A custom die/mold is required (tooling fee applies). Multi-layer foam trays are assembled by bonding individual die-cut layers together.
Critical difference: ESD XLPE and ESD EPE can be heat-bonded (thermal welding) without adhesives. ESD EVA requires glue bonding, which adds material cost, an extra process step, and longer production time. This makes EVA processing cost slightly higher than XLPE for die-cut + bonded tray construction.
6. Application-Based Selection Guide
Use the table below to quickly identify the best ESD foam material for your specific application:
|
Application Scenario |
Recommended |
Reason |
Alternative |
|
SMT line turnover tray (high frequency) |
ESD XLPE |
Fatigue-resistant, precise, permanent ESD, long life, heat-bondable |
ESD EVA |
|
IC / chip storage tray |
ESD XLPE |
Best dimensional stability, high cavity precision |
ESD EVA |
|
Connector / terminal turnover tray |
ESD EVA |
Good value, moderate hardness (Shore C 38), easy pick-place |
ESD XLPE |
|
PCB turnover / storage |
EVA or XLPE |
Choose by board size & turnover frequency; same price |
— |
|
Shipping packaging (disposable) |
ESD EPE |
Lowest cost; ESD effective for short-term use |
ESD EVA |
|
Shipping packaging (reusable liner) |
ESD EVA |
Durable, moderate cost, permanent ESD |
ESD XLPE |
|
Precision optics / sensors |
ESD XLPE |
Minimal particle shedding, highest cleanliness |
— |
|
Cleanroom / particle-free environment |
ESD XLPE |
Lowest shedding, highest closed-cell rate (≥95%) |
ESD EVA |
|
Automotive electronics turnover |
ESD XLPE |
Best temp range (-60~100°C) & chemical resistance |
ESD EVA |
|
Small components (cavity <15mm) |
ESD XLPE |
Highest CNC precision (±0.2mm), intact cavity walls |
ESD EVA |
|
Color-coded identification needed |
ESD EVA |
Colors available (black + custom colors with higher MOQ) |
— |
|
Short-term / temp storage (<6 months) |
ESD EPE |
Lowest cost, ESD within validity period |
ESD EVA |
|
High-volume consumable padding |
ESD EPE |
Lowest cost, fast production via die-cutting |
— |
7. Overall Scoring Summary
Scores are rated on a 5-point scale (5 = best performance):
|
Dimension |
ESD EVA |
ESD XLPE |
ESD EPE |
|
ESD Performance (resistance + permanence) |
4.5 |
4.5 |
2.0 |
|
CNC Machining Precision |
4.0 |
4.5 |
1.5 |
|
Die-cut + Bonding Ease |
3.0 |
4.5 |
4.0 |
|
Durability / Lifespan |
3.5 |
5.0 |
1.5 |
|
Cushioning Protection |
4.0 |
3.5 |
4.5 |
|
Cost (higher = cheaper) |
3.5 |
3.5 |
5.0 |
|
Cleanliness (low shedding) |
4.0 |
5.0 |
2.0 |
|
Turnover / Storage Overall |
3.8 |
4.4 |
2.9 |
|
Shipping Packaging Overall |
3.8 |
3.5 |
3.8 |
8. Conclusion & Recommendations
For turnover and in-line storage applications: ESD XLPE is the top recommendation. Its radiation cross-linked structure delivers superior durability (3–5 years), permanent ESD protection, the highest machining precision (±0.2mm), and the lowest particle shedding. It also supports heat bonding for die-cut tray assembly, keeping processing costs reasonable. ESD EVA is a strong secondary choice, especially when color coding is needed — and both materials are priced identically.
For shipping and disposable packaging: ESD EPE offers the lowest material and processing cost, making it ideal for one-time or short-term use where permanent ESD protection is not required. However, its ESD effectiveness is limited to approximately 6 months, and it is not suitable for precision cavities or reusable applications.
Key takeaway: Do not choose solely based on unit price. For reusable trays, the total cost of ownership — including replacement frequency, ESD reliability, and dimensional accuracy — often makes ESD XLPE or EVA more economical than EPE in the long run.
———
For custom ESD foam tray design, material samples, or quotation inquiries, please contact our sales team. We provide full-service support from design review to mass production.